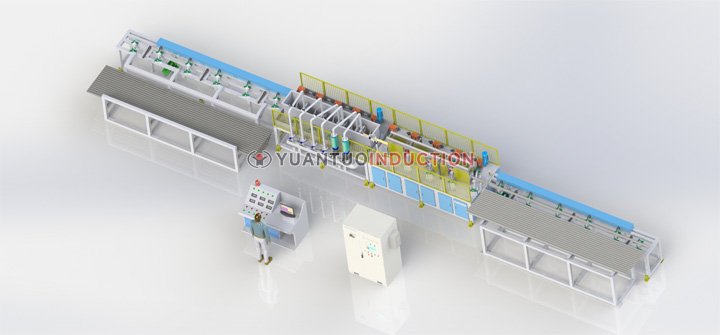
This system is a non-standard (custom-built) medium-frequency (MF) induction heat treatment line for wear-resistant steel bars.
The mechanical transfer is configured as a single-station conveying architecture, enabling time-shared process routing for MF quenching, MF tempering, or MF annealing, depending on the required metallurgical cycle.

A typical line consists of the following functional modules:
MF induction heating package (power supply + coil/inductor sets)
Mechanical feeding & transfer unit (support rollers + driven roller assemblies)
Infrared pyrometer system (on-line temperature measurement)
Closed-loop water cooling unit (for power electronics and inductors)
Central control console (process recipe + alarms + interlocks)
The MF power supply adopts digital inverter topology with auto frequency tracking, allowing stable power delivery under variable coupling conditions.
Engineering characteristics include:
structured internal wiring and assembly discipline
protection logic with alarm indication: over-voltage / over-current / over-temperature / water-loss
high power factor design and maintainable cabinet layout
suitability for industrial duty cycles with repeatable operation

The transfer module is built around:
VFD motor drive (speed control)
high-strength support rollers / wheels
dual-support steel roller structure for stable bearing and alignment
To mitigate surface burn risk caused by unintended arcing or localized overheating during transfer, ceramic support rollers are applied at critical contact positions.
The inductor assembly is configured as multiple coil groups, including:
coil sets, copper busbars, and electrical terminals
water inlet manifold, closed return line, and structural base frame
quick-change water connectors for fast replacement and reduced downtime
Materials and interfaces:
coil copper tube: T2 grade copper (standard industrial copper)
coil group switching: lift-and-swap structure; water via quick connectors; power via copper-bolt terminals
single-section coil replacement: water in/out via one quick connector; electrical via two copper-bolt connections

Utility-ready installation: power + water connection; commissioning follows standard acceptance sequence
operator-friendly: short training cycle for standard start/stop and recipe selection
fast start-up after cooling water flow, interlocks, and power checks are satisfied
energy efficiency improvement vs. legacy tube-type HF/MF units (site results depend on bar size, duty cycle, and process window)
uniform heating response with adjustable output power
complete alarm & interlock framework to protect power electronics and coil cooling circuits
Model selection is engineered based on the customer’s required heat treatment target, typically including:
required case depth / hardened layer depth
target heating temperature and thermal cycle definition
bar diameter range and surface condition
throughput / takt time and preferred automation boundary
Yuantuo provides matched coil design and manufacturing to meet coupling stability, heating uniformity, and maintenance accessibility.
Please send:
bar diameter & length, steel grade
process route: quench + temper / anneal
target temperature(s) and required case depth / properties
line capacity (t/h) or takt time, and automation preference
