Many buyers understand that steel bar heat treatment requires both quenching and tempering, but they often underestimate how different these two processes are in terms of heating rate, target temperature, and cooling requirements.

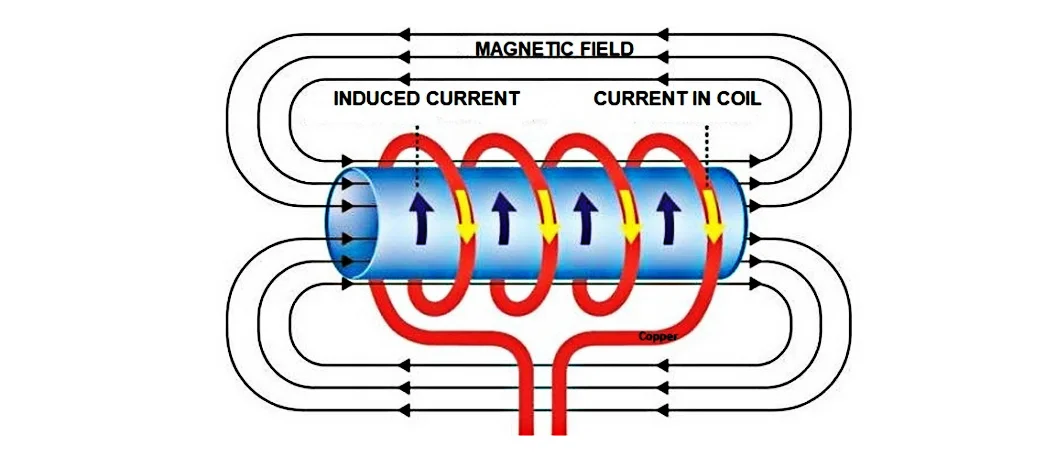
Induction quenching rapidly heats the bar above the austenitizing temperature (850-950°C) at a high power density, followed by immediate spray cooling to form martensite. The heating time is short (5-15 seconds depending on diameter). Quenching requires high frequency for small diameters or medium frequency for large diameters to achieve through-hardening.
Induction tempering heats the already-quenched bar to a much lower temperature (500-750°C) at lower power density, then air or gentle spray cools it. The goal is to reduce internal stress and improve toughness without losing hardness. Tempering uses lower frequencies and roughly 60% of the power of quenching for the same bar size.
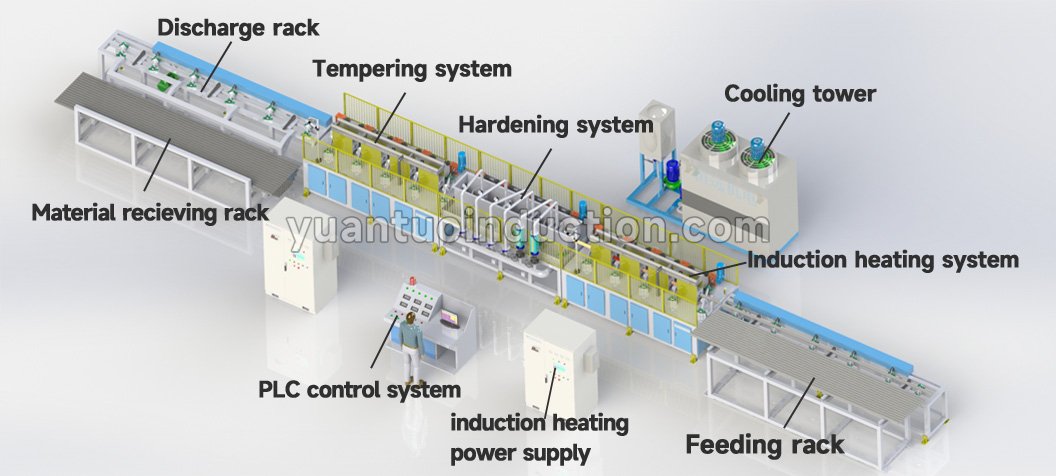
If you use the same coil and power for both stages, you will either over-temper the bar or fail to achieve full hardness. A proper Q&T line separates the two sections with independent power supplies, coils, and cooling zones.
– Workpiece: Steel bars φ65-80mm, 6000mm length, target hardness 32-38 HRC
– Configuration: Quench stage – KGPS 500kW/1500Hz + 500kW/1000Hz; Temper stage – KGPS 400kW/1000Hz + 200kW/1200Hz
– Customer pain point: Previous single-stage line could not control tempering temperature precisely, resulting in either brittle bars (over-hard) or soft bars (over-tempered)
– Solution: Yuantuo installed a dedicated tempering section with independent infrared feedback and slower roller speed
– Result: Consistent hardness 34-36 HRC with impact toughness exceeding 40 J/cm²

Yuantuo’s Q&T line includes separate induction coils for quenching and tempering, independent power supplies (IGBT or KGPS), two sets of infrared pyrometers, programmable roller speeds, and a PLC that stores recipes for different steel grades.
Contact Yuantuo with your bar diameter, steel grade, and target mechanical properties. We will design a two-stage Q&T line with independent quenching and tempering controls.
Website:yuantuoinduction.com
WhatsApp:+86-15226757228
Email:yuantuo38@gmail.com
