The power range of the system is 50 kW to 500 kW, and the operating frequency covers 5 kHz to 50 kHz, which is specially configured for small and medium steel balls. The high-frequency electromagnetic field concentrates heat on the surface of steel balls. The heating rate exceeds 200 ℃ per minute, and the blank can be rapidly heated to the rolling temperature of 1100 ℃ – 1250 ℃. Compared with conventional heating methods, the overall production efficiency is increased by 60%. Taking the steel ball with a diameter of 30 mm as an example, it only takes 3 to 5 minutes to heat the blank from room temperature to the rolling temperature, which greatly shortens the production cycle.
The system is equipped with a digital closed-loop control system and high-precision infrared thermometer to monitor the surface temperature of steel balls in real time, with a measurement accuracy of ±2 ℃. Multiple temperature curves can be preset according to different materials such as bearing steel and stainless steel as well as actual rolling processes. The system dynamically adjusts power output to keep the temperature uniformity of steel balls within ±3%. It effectively prevents local overheating or insufficient heating, reduces rolling defects including cracks and deformation, and raises the finished product qualification rate to over 98%.
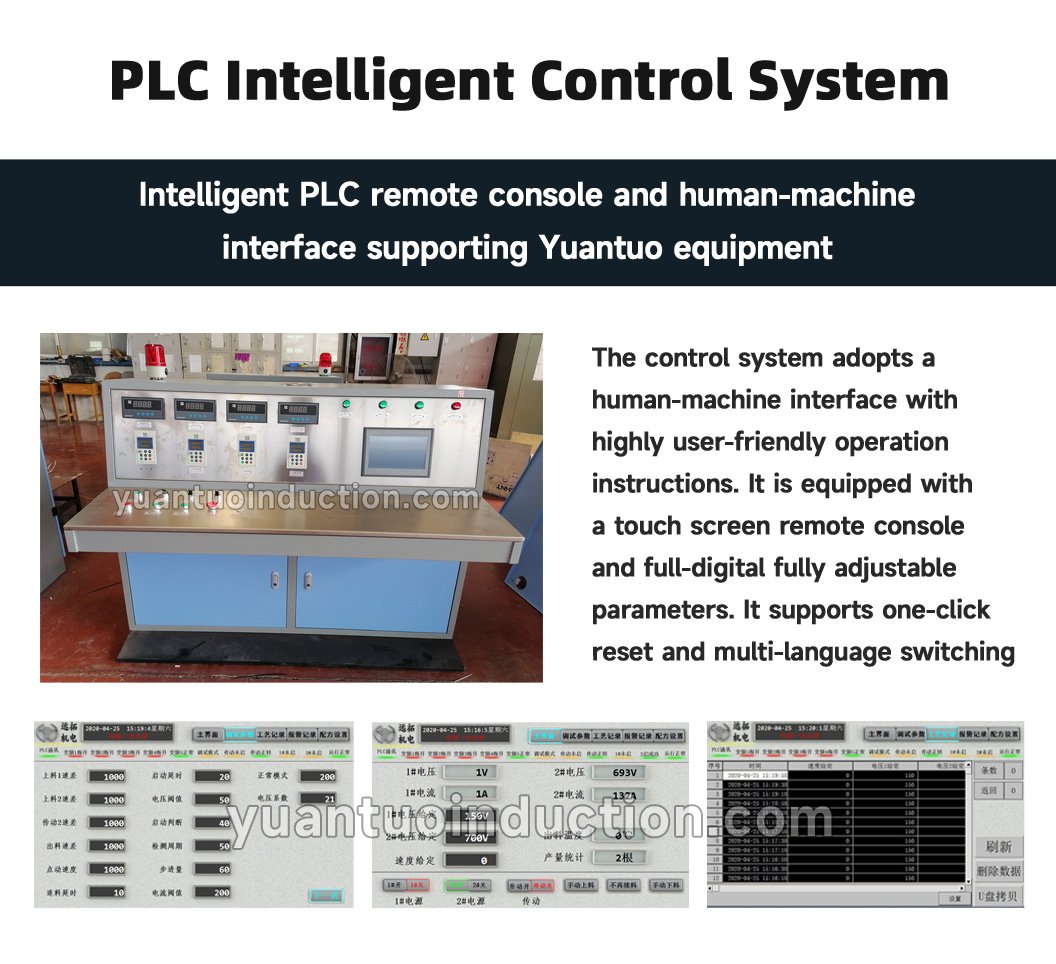
The system supports rapid production switching for steel balls of various specifications. Operators only need to call preset parameters via the touch human-machine interface (HMI). The equipment automatically adjusts power, frequency and heating duration. The product changeover time is controlled within 5 minutes, satisfying the production demands of multiple varieties and small batches.
Induction heating is a non-contact heating mode with no open flame and low operating noise. Its thermal efficiency is above 95%, cutting energy consumption by 30%–40% compared with gas heating. Meanwhile, the system produces minimal scale, and the burning loss rate of steel balls is controlled below 1%. It reduces raw material waste and the cost of subsequent surface treatment, complying with the development trend of green manufacturing.
The system is fitted with industrial Ethernet interfaces, which can be seamlessly connected to the factory Manufacturing Execution System (MES). It realizes real-time uploading of production data and remote equipment monitoring. Production parameters can be optimized through data analysis, and potential equipment faults can be predicted in advance. The configuration improves the automation level of the whole production line, lowers manual intervention and reduces labor intensity.