In the induction tempering production of carbon steel and low-alloy steel bars, it is common in the industry to use one production line for steel bars with a wide diameter range of φ40–φ105mm. However, many processing plants are troubled by uneven heating, excessive temperature difference between core and surface, fluctuating quenching hardness and reduced production efficiency. This induction heating tempering line for steel bars adopts a four-section furnace configuration: φ40–50mm, φ55–65mm, φ70–85mm and φ90–105mm. Designed based on the skin effect of induction heating, this solution optimizes heating depth, temperature uniformity and production efficiency for steel bars of different specifications. This article elaborates on the technical principles and equipment configuration in detail.

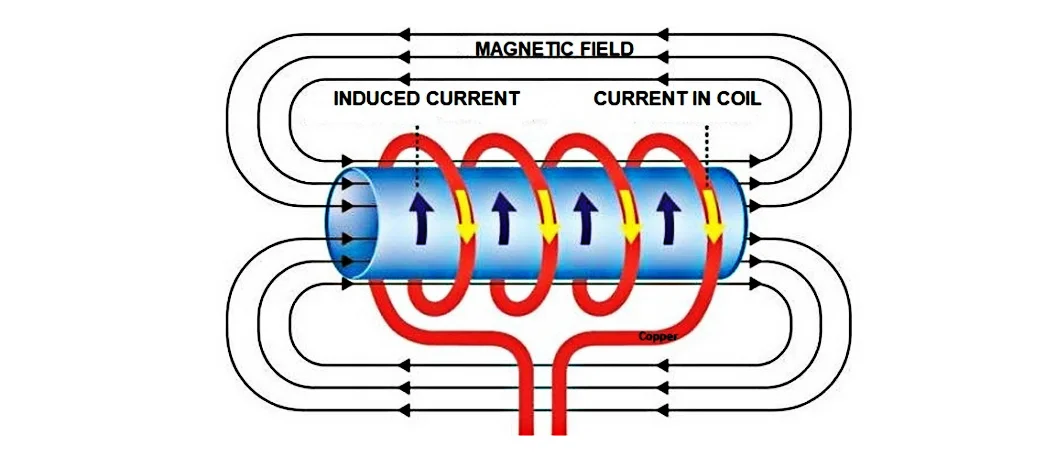
Induction heating generates heat inside steel bars via the alternating magnetic field produced by alternating current. Due to the skin effect, electric current concentrates on the surface of workpieces. The current penetration depth is inversely proportional to the power frequency: a higher frequency leads to shallower penetration, which is only suitable for rapid surface heating; a lower frequency allows deeper current penetration to achieve thorough heating of large-diameter steel bars. This is the core reason why a single set of furnace and power supply cannot cover all specifications. Using unified frequency and furnace for all steel bars will cause overheating and excessive oxidation on small-diameter bars, while the core of large-diameter bars cannot be heated sufficiently, resulting in unqualified tempering performance.
For the full specification range of φ40–105mm, the tempering line is equipped with multiple intelligent IGBT induction heating power supplies matched with the four-section furnaces. The quenching section is fitted with three sets of power supplies: 800kW/1000Hz, 600kW/1500Hz and 400kW/2000Hz. The tempering section adopts two sets: 600kW/1000Hz and 400kW/1500Hz. Small-diameter steel bars of φ40–50mm adopt the 2000Hz high-frequency power supply. The shallow penetration realizes integral heating of thin bars with fast temperature rise and high efficiency, and accurately controls the quenching temperature between 800–950℃ to avoid local overheating. Medium-diameter steel bars of φ55–65mm and φ70–85mm use 1500Hz and 1000Hz medium-frequency power supplies to balance heating depth and heating efficiency and ensure uniform radial temperature. Large-diameter steel bars of φ90–105mm are matched with the 1000Hz low-frequency power supply. The deeper current penetration realizes thorough heating and greatly reduces the core-surface temperature difference, fundamentally solving the problem of unstable quenching structure of large steel bars.
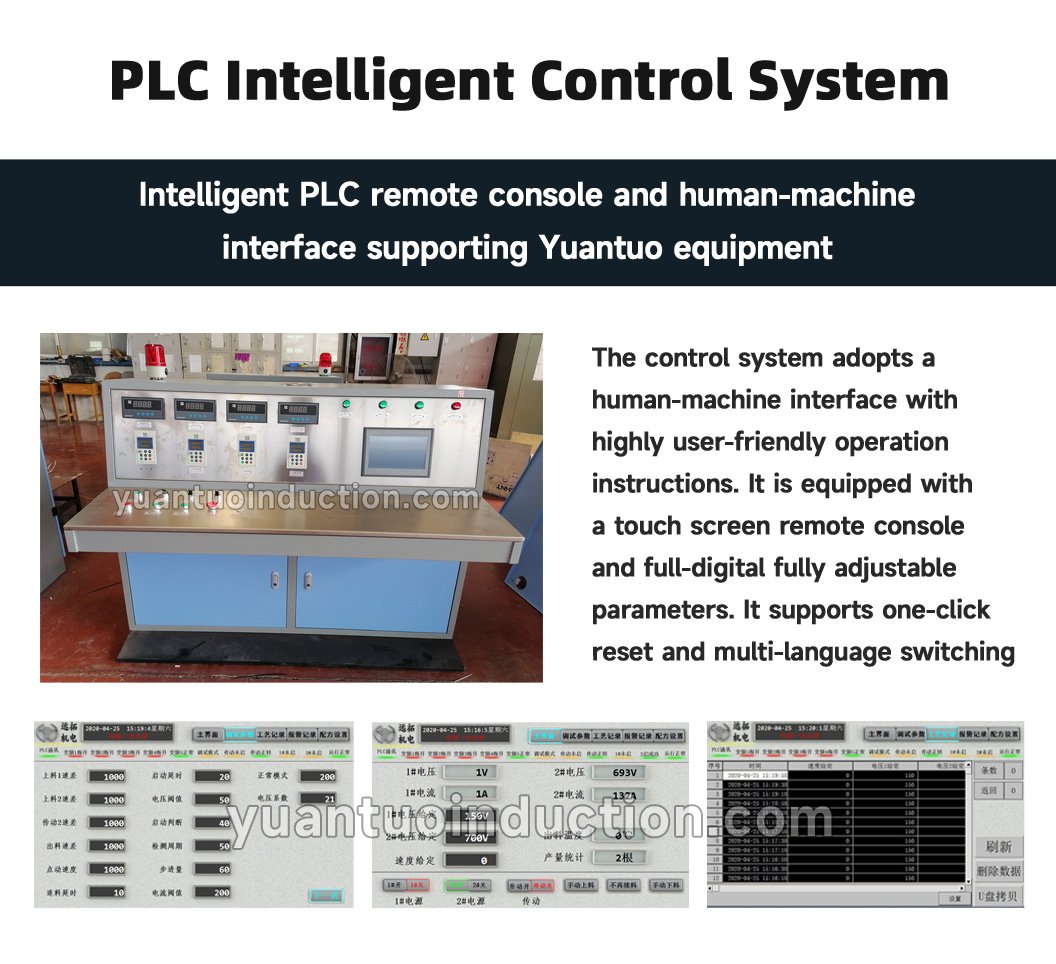
The four dedicated furnaces further optimize coil gaps and power density to fit the dimensions of steel bars in each range. Combined with the full-line infrared temperature measurement system and PLC linkage control, the quenching and tempering temperatures are adjusted in real time through closed-loop control. Meanwhile, the quenching spray system monitors water pressure, temperature and flow in real time to ensure stable tempering quality. The line is designed with an hourly output of 5 tons and supports storage and switching of 20 sets of process parameters, which greatly shortens the commissioning time for specification changeover.
For bar processing plants, the combined design of sectioned furnaces and multi-frequency IGBT power supplies is the key to solving the difficulties in continuous tempering of steel bars with wide diameter ranges. Reasonable matching of frequency and power based on the skin effect ensures uniform heating, stable performance and efficient continuous production.
Website:yuantuoinduction.com
WhatsApp:+86-15226757228
Email:yuantuo38@gmail.com
