



Description
Product Overview
The steel billet induction heating system from Hebei Yuantuo Electromechanical Equipment Manufacturing Co., Ltd. is designed for billet reheating, temperature compensation, temperature equalizing and pre-rolling heating in continuous casting and rolling lines.
This equipment is mainly used for square billets, continuous casting billets, steel billets and other long steel workpieces before rolling. It can be integrated with continuous casting machines, billet conveying systems, rolling mills and existing production lines to form an automatic billet heating and rolling process.
Compared with traditional gas-fired reheating furnaces, induction heating provides faster heating response, lower surface oxidation, easier temperature control and better adaptability to continuous production. For steel plants using hot charging, direct rolling or short-process rolling, billet induction heating can help improve temperature stability before rolling and reduce unnecessary heat loss during billet transfer.
Hebei Yuantuo Electromechanical Equipment Manufacturing Co., Ltd. provides customized billet induction heating solutions according to billet section, length, inlet temperature, target outlet temperature, production capacity, rolling rhythm and plant layout.

Application Range
The billet induction heating system is suitable for:
- Continuous casting billet temperature compensation
- Billet reheating before rolling
- Square billet induction heating
- Online billet temperature equalizing
- Cold billet heating before rolling
- Hot charging and direct rolling lines
- Energy-saving retrofit of traditional reheating furnace systems
Typical billet size range can be designed according to the customer’s production conditions. Common reference applications include square billets from 120 mm to 160 mm, with billet length from 3000 mm to 12000 mm. The production capacity can be customized according to the billet size, temperature rise and rolling mill speed.
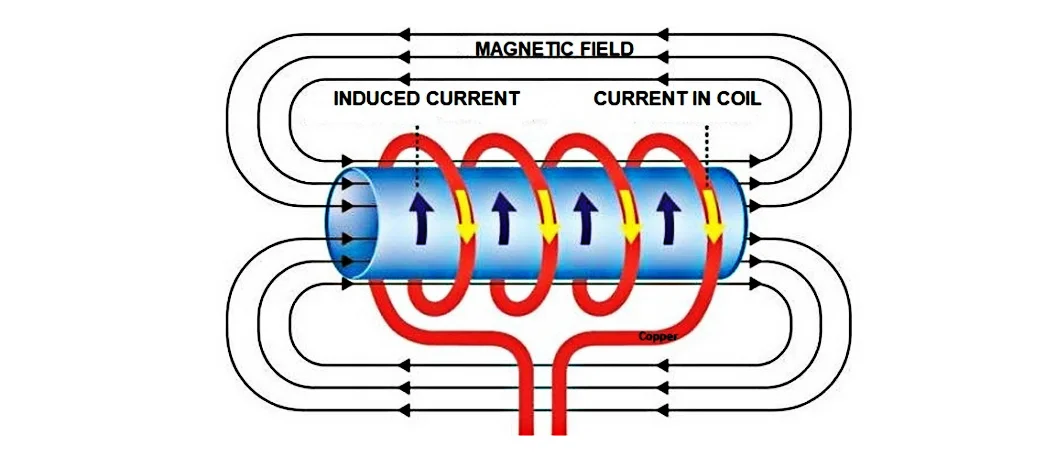
Working Principle
The steel billet induction heating system uses electromagnetic induction heating technology. The medium frequency power supply converts three-phase industrial power into adjustable medium frequency current. When the current passes through the induction coil, an alternating magnetic field is generated.
As the billet passes through the induction coil, induced current is generated inside the billet. The billet is heated by its own electrical resistance, allowing rapid and controllable temperature rise.
This heating method does not rely on direct flame combustion. The heating energy acts directly on the billet body, which helps reduce oxidation loss, improve heating efficiency and support automatic temperature control in continuous rolling production.
Typical Process Flow
Continuous Casting Billet Online Temperature Compensation
Continuous casting billet conveying→ Inlet infrared temperature measurement→ Induction heating and temperature compensation→ Outlet infrared temperature measurement→ PLC automatic power adjustment→ Stable-temperature billet enters rolling mill
Cold Billet Reheating Before Rolling
Loading platform→ Billet feeding and conveying system→ Induction heating furnace
→ Infrared temperature measurement→ Fast discharge→ Connection with rolling mill or downstream conveying line
The complete line can be designed with straight-line conveying, multi-axis synchronized conveying, pinch roll feeding, fast discharge, automatic pushing, rotary transfer or integration with the customer’s existing rolling line.
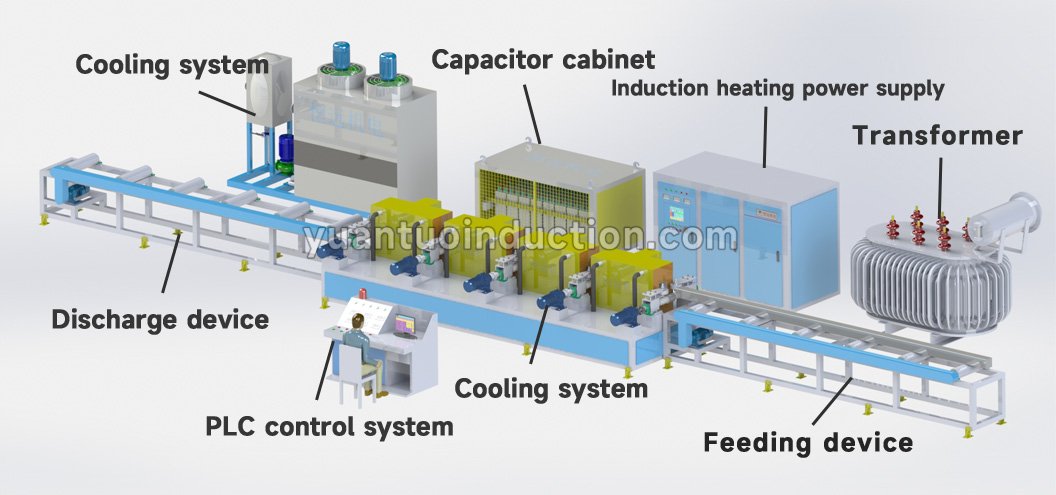
Complete Equipment Composition
The steel billet induction heating system is not only a single heating furnace, but a complete automatic heating line for continuous production.
The complete system usually includes:
- Intelligent induction heating power supply
- Induction heating furnace body
- Customized induction coils
- Capacitor cabinet
- Furnace frame
- Water-cooled billet conveying rollers
- Billet feeding system
- Billet guiding system
- Infrared temperature measurement system
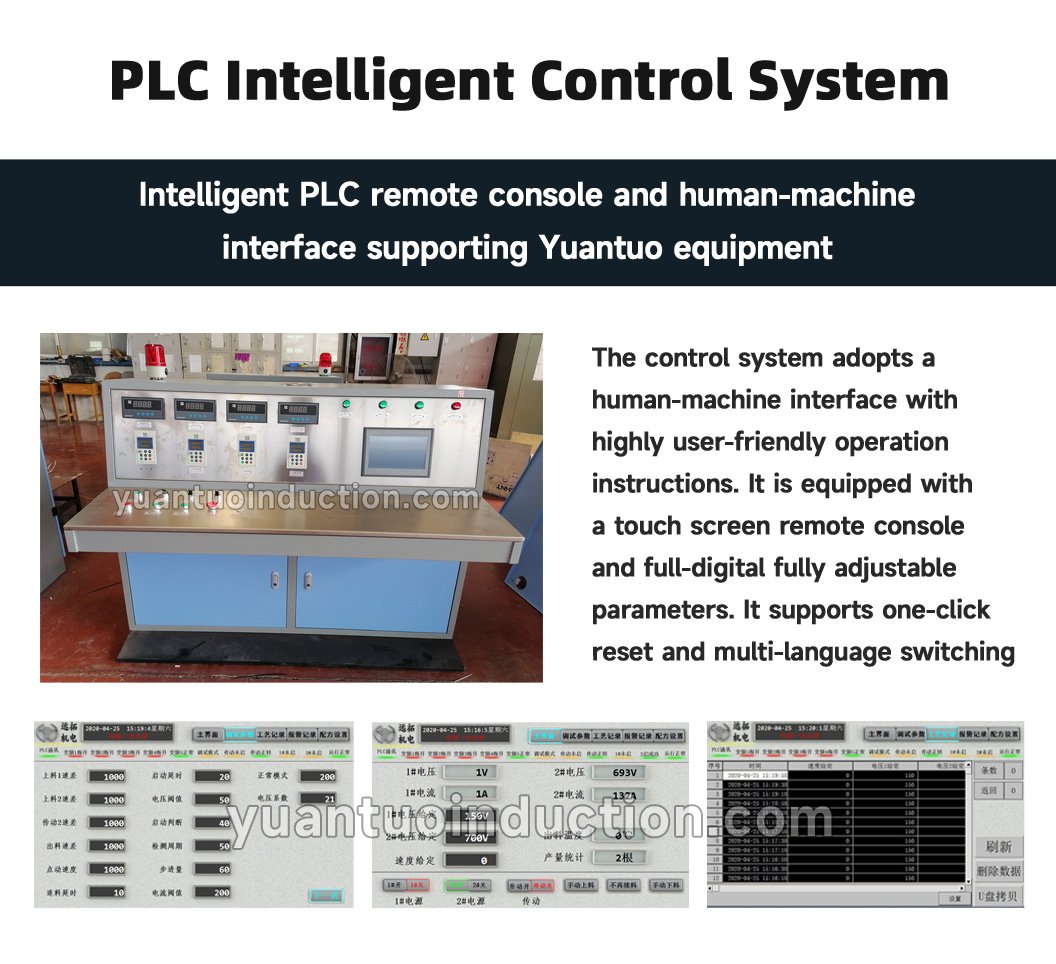
- PLC closed-loop control system
- Cooling water circulation system
- Remote operating console
- Touch screen or industrial computer system
- Alarm, parameter storage and process record system
For large-capacity billet temperature compensation projects, the system can be configured with a single high-power supply or multiple power supplies working together to match billet temperature rise, production rhythm and site layout.
Technical Features
 Designed for Continuous Casting and Rolling Lines
Designed for Continuous Casting and Rolling Lines
The system can be installed between the continuous casting machine and rolling mill to compensate billet temperature before rolling. It helps make better use of billet residual heat and supports continuous rolling production.
Infrared Temperature Measurement and PLC Closed-Loop Control
The system can automatically adjust power output according to billet inlet temperature, conveying speed and target outlet temperature. This helps reduce temperature fluctuation and improve billet temperature consistency before rolling.
Multi-Axis Synchronized Conveying
The billet feeding system can use independent motor reducers for each conveying shaft. Multi-axis synchronized conveying ensures stable billet movement through the heating furnace and matches the rolling mill rhythm.
Stable Guiding for Billet Movement
The guiding system can be designed with non-magnetic stainless steel guide rollers. The guide structure can adapt to allowable billet bending and improve billet conveying stability during heating.
Special Design for Square Billet Heating
Square billets have edges and corners, so the induction coil, guiding system and heating frequency should be designed according to billet section. A suitable coil structure helps reduce edge overheating and improve cross-section temperature uniformity.
Process Data Recording and Traceability
The industrial computer system can display real-time power, temperature, conveying speed, equipment status, alarm information and historical curves. This helps operators monitor production and supports later process analysis and maintenance.
Technical Parameters
Equipment Name:Steel Billet Induction Heating System
Application:Billet reheating, online temperature compensation, temperature equalizing, pre-rolling heating
Workpiece:Continuous casting billet, square billet, steel billet, round billet, slab billet
Typical Billet Size:120 mm–160 mm square billet
Billet Length:3000 mm–12000 mm
Production Capacity:40–300 tons/hour
Power Supply:1000 kW–12000 kW
Frequency Range:500 Hz–1200 Hz
Heating Method:Electromagneticinduction heating
Temperature Control:Infrared thermometer + PLC closed-loop control
Conveying Method:Multi-axis synchronized conveying, pinch roll conveying or customized conveying
Control System:Touch screen, industrial computer and PLC control system
System Type:Single power supply or multiple power supplies, customized complete line
The actual parameters should be designed according to billet size, steel grade, inlet temperature, target temperature, production capacity and site layout.
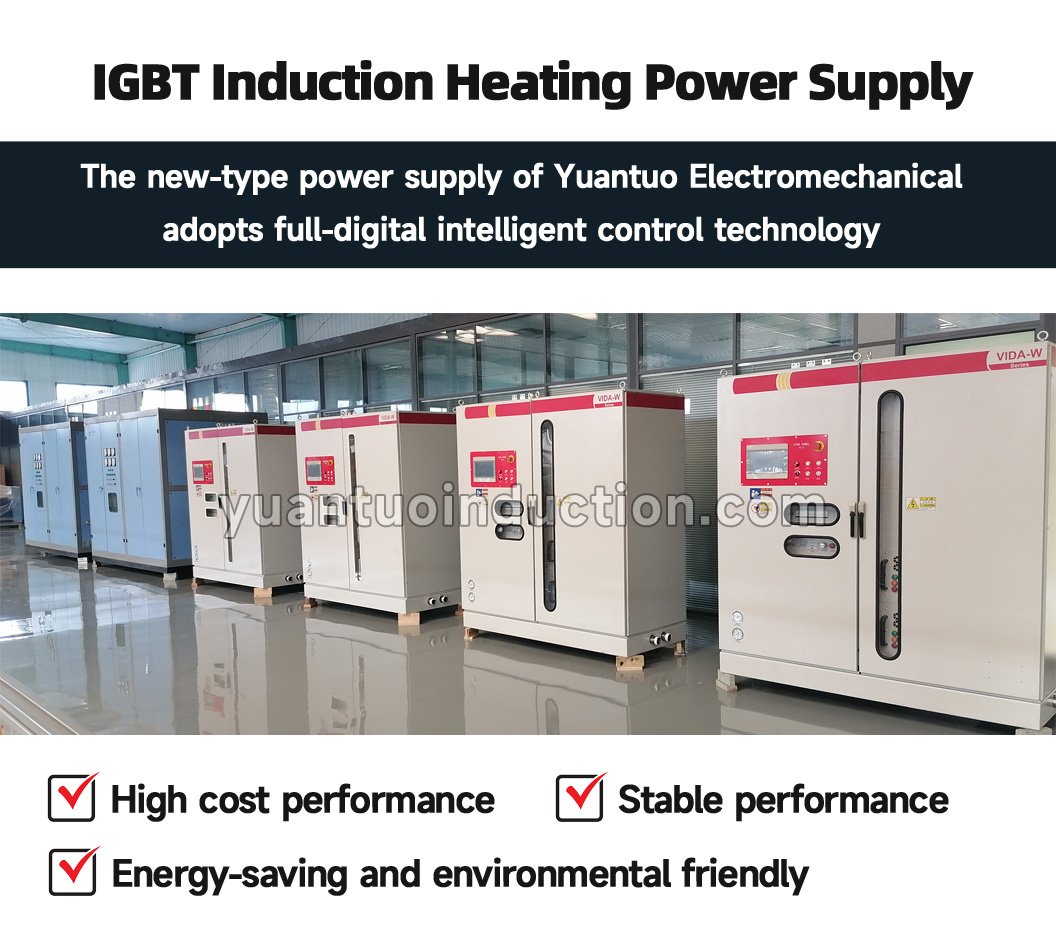
Advantages
Fast Heating Response
Induction heating directly heats the billet body, allowing fast temperature rise and stable matching with continuous rolling production.
Stable Temperature Control
With infrared temperature measurement and PLC closed-loop control, the system can automatically adjust heating power according to billet temperature and conveying speed.
Lower Oxidation Loss
The billet heating time is shorter, and there is no direct flame contact with the billet surface. This helps reduce surface oxidation and improve billet utilization.
High Automation Level
The system can realize automatic feeding, automatic temperature measurement, automatic power adjustment, alarm display, parameter storage and remote operation.
Easy Integration with Rolling Mills
The equipment can be customized according to rolling mill speed, conveying height, discharge direction and signal interface, making it suitable for both new production lines and retrofit projects.
Customized Complete Line Solution
Hebei Yuantuo Electromechanical Equipment Manufacturing Co., Ltd. provides not only induction heating equipment, but also complete line solutions including power supply, furnace body, induction coil, conveying system, temperature control system, cooling system and automation system.
Information Required for Quotation
To design a suitable billet induction heating system, please provide the following information:
- Billet type: square billet, continuous casting billet, round billet or slab billet
- Billet section size and length
- Steel grade or material
- Inlet temperature
- Target outlet temperature
- Required production capacity
- Rolling mill speed or production rhythm
- Heating purpose: online temperature compensation, cold billet reheating or pre-rolling equalizing
- Site layout and available installation space
- Requirement for connection with existing rolling mill or conveying line
Based on these parameters, Hebei Yuantuo Electromechanical Equipment Manufacturing Co., Ltd. can design the power supply, furnace length, induction coil, conveying system and control system for the customer’s production line.
FAQ
Can this billet induction heating system be used for both cold billet heating and online temperature compensation?
Yes. The system can be designed for both applications. Cold billet heating usually requires a higher temperature rise, while online temperature compensation focuses more on billet inlet temperature, rolling rhythm and outlet temperature stability.
Why is closed-loop temperature control important for billet heating?
Billet inlet temperature may change due to casting speed, conveying distance, waiting time and billet surface condition. Closed-loop control allows the system to adjust power output automatically and reduce outlet temperature fluctuation.
Why does square billet heating require special coil design?
Square billets have edges and corners, and the heating condition is different from round billets. The induction coil and guiding structure should be designed according to billet section to improve heating uniformity.
Can the equipment be connected with an existing rolling mill?
Yes. The system can be customized according to conveying height, rolling mill speed, discharge direction, electrical signals and automation requirements.
How to determine the power of a billet induction heating system?
The power should be calculated based on billet section, billet weight, inlet temperature, target temperature, temperature rise, heating time, production capacity and thermal efficiency. Hebei Yuantuo Electromechanical Equipment Manufacturing Co., Ltd. will design the system after confirming the actual production data.




